
![[Open Data]](https://assets.okfn.org/images/ok_buttons/od_80x15_blue.png)
Recent research of gas metal arc welding (GMAW) has proven that the sheath voltage dominates the total voltage fall in the current circuit and delivers most of the energy, which is finally transferred to the wire and the weld pool. This data set provides the results for droplet temperatures and the energy delivered to the wire anode in comparison with the sheath voltages. These quantities have been studied experimentally for a typical pulsed GMAW process in the one drop per pulse mode for mild steel under Ar with 2.5% CO2 with different peak currents from 350 to 650 A. A constant wire feed speed of 4 m/min as well as constant arc height are considered. The processes were studied with non-intrusive optical methods, i.e. without strong modification. The droplet energy was determined by high-speed two-color pyrometry and an analysis of the droplet surface temperature and geometry. In addition, the Joule heating in the wire anode was also estimated from surface temperature measurements. It was found that the averaged droplet energy is almost independent of the peak current and approximately 1/3 of the total electric energy. A voltage equivalent of the energy delivered to the wire anode from the plasma was deduced. Subtracting the work function of iron, the value of this voltage is around 3V. The detailed quantities can be found in this data set.
| Field | Value |
|---|---|
| Group | |
| Authors | |
| Release Date | 2020-04-01 |
| Identifier | 001bc85a-1fd1-4e25-8d6c-b29d689d516c |
| Permanent Identifier (DOI) | |
| Permanent Identifier (URI) | |
| Is supplementing | |
| Plasma Source Name | |
| Plasma Source Application | |
| Plasma Source Specification | |
| Plasma Source Properties | Welding parameters: pulsed process in DC-mode, one-drop-per-pulse process, wire 1.2 mm in diameter, wire feed speed 4m/min, welding speed 30 cm/min, contact tip setback 3 mm, contact-to-workpiece-distance (CTWD) 18 mm, peak current 350 to 650 A, base current 25 A, pulse frequency 106 Hz, pulse duration 1 to 1.9 ms depending on peak current |
| Plasma Source Procedure | The Miller Auto-Axcess 450 was used with the welding torch Bernard™ BTB MIG Gun |
| Plasma Medium Name | |
| Plasma Medium Properties | Shielding gas Ar+2.5% CO2, gas flow rate 15 l/min, atmospheric pressure |
| Plasma Target Name | |
| Plasma Target Properties | Mild steel: wire material ER70 S-6, base material S235
|
| Plasma Target Procedure | Bead-on-plate welding |
| Plasma Diagnostics Name | |
| Plasma Diagnostics Properties | Welding current and total voltage measurement by a current probe (Tektronix TCP404XL) and a differential probe (Tektronix TDP0500), recording by an oscilloscope (Tektronix DPO4104). Determination of the droplet surface temperature by a high-speed two-colour pyrometer, which consists of a 10-bit monochrome high-speed camera MotionPro Y4 equipped with a specific optical arrangement between camera body and lens. The so-called double frame optics allows the synchronous recording of two images through two optical paths with different spectral filters but with the same lens. Narrow band filters with the central wavelengths 675 and 925 nm were used. |
| Plasma Diagnostics Procedure | The total voltage was measured between the contact tube of the welding torch, where a specific junction had been mounted, and the workpiece. The two-colour pyrometer was placed on the left side of the torch in welding direction and at a distance of 0.55 m from lens to wire tip. It has been operated at a frame rate of 6000 fps and a typical exposure time of 160 us. The measurement range is between 1600 and 3400 K, which well covers the droplet temperature range. Droplet images were recorded during the base current phase (25 A) where the impact of arc radiation can be neglected. The surface temperature for every point of the droplet image was calculated from the corresponding points of the two images according to the principals of two-colour pyrometry. The optical system was calibrated using a tungsten ribbon lamp. Determination of the droplet shape from side-on droplet images of the two-colour pyrometer using the canny edge detection method, a calibration of the images with the coefficient k=36 pixel/mm and the assumption of a circular cross section of the droplet at each vertical position. Determination of the droplet mass and energy as the sum of masses and energies of horizontal cylindrical slices of the droplet with a height of 27.8 µm corresponding to one camera pixel. In particular, the change of the temperature and shape of each droplet along the vertical direction was considered. Therefore, the diameter of each slice was determined from the droplet image processing. A homogeneous temperature of each slice was considered as the average of the measured surface temperature of the slice. The mass of the slice corresponding to the slice volume and a temperature dependent density as well as the energy of each slice corresponding to a temperature dependent heat capacity were calculated. The averaged power delivered to the wire anode was determined from the sum of the energies of all droplets in a time period of 0.15 s taken at the moment right after droplet detachment. The power delivered to the wire anode from the plasma was estimated considering the droplet energies as well as the Joule heating power of the wire. The latter have been taken from preceding studies based on pyrometry of the wire and a temperature dependent conductivity of the wire material. A voltage equivalent of the power delivered to the wire from the plasma was calculated from an energy balance taking into account the time dependent current and the time dependent resistances of wire and contact tube. |
| Language | English |
| License | |
| Public Access Level | Public |
| Contact Name | Uhrlandt, Dirk |
| Contact Email |
Data and Resources
- Study of the anode energy in GMAW - Fig. 1csv
Example of measured current and voltage over time for the case of the peak...
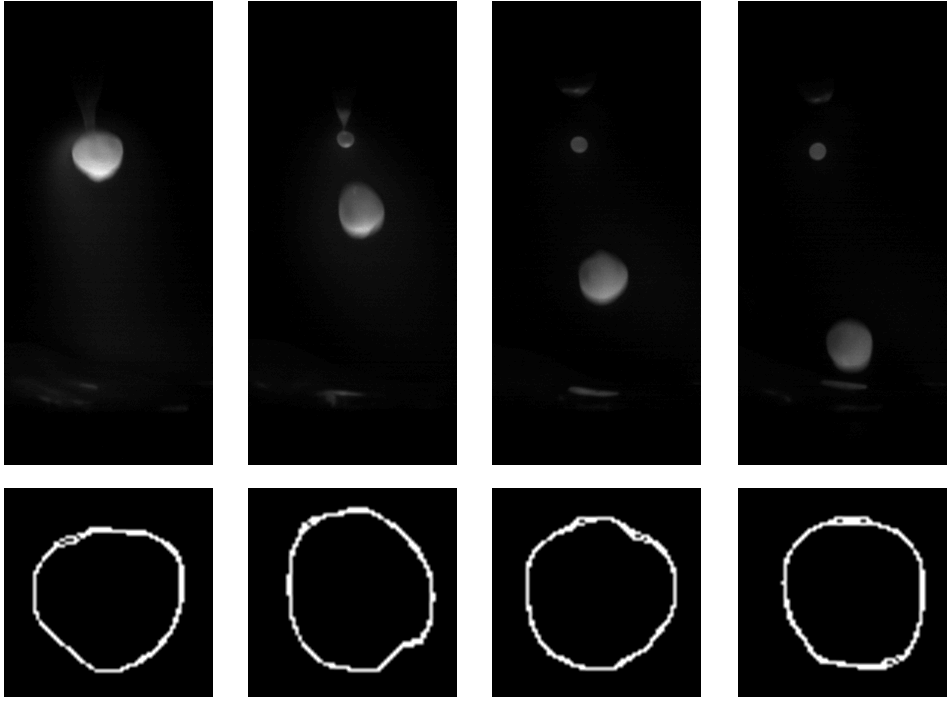
Preview Download - Study of the anode energy in GMAW - Fig. 2 (set of images)png
Examples of the infrared camera images and droplet boundaries for one...
Download - Study of the anode energy in GMAW - Fig. 2 (2D data record)csv
Examples of the surface temperature results for one droplet at four instants...
Preview Download - Study of the anode energy in GMAW - Fig. 3csv
Example of the mass of one droplet from subsequent images during falling for...
Preview Download - Study of the anode energy in GMAW - Fig. 4csv
Average temperature as a function of the axial position of several droplets...
Preview Download - Study of the anode energy in GMAW - Fig. 5csv
Temperature and thermal energy as a function of the droplet mass for 20...
Preview Download - Study of the anode energy in GMAW - Fig. 6csv
Mean values and standard deviation of the temperature, the volume, the mass...
Preview Download - Study of the anode energy in GMAW - Fig. 7csv
Averaged power delivered to the wire anode, total electric power and power...
Preview Download - Study of the anode energy in GMAW - Fig. 9csv
Voltage equivalent of the power delivered by the plasma to the wire anode...
Preview Download
{kind=link}